|
|
| �YӍ���� |
���F�ڵ�λ�ã���� >���YӍ���� > �Ƅӆ�Ԫ |
�R��׃�l���Ƅ�����c�Ƅӆ�Ԫ�ھ�Ⱦ�C�đ��������R��׃�l���Ƅ�����c�Ƅӆ�Ԫ�ھ�Ⱦ�C�đ���
����ժ Ҫ �ھ�Ⱦ�C�����в���׃�l�{�پ������ú�����߉�������ɱ��½������c��ͬ�r����߀Ԕ����B�˅R��MD330׃�l���ھ�Ⱦ�C�ϵđ��á�

�P�I�~: ��Ⱦ�C ׃�l�� �Ƅ���� �Ƅӆ�Ԫ ׃�l���� ����ֱ��ĸ��
����
����һ��ǰ��
��Ⱦ�C�m��Ŀǰ�Ј�����Ʒ�NС���������Ⱦɫ�����gЪʽ���a���lչǰ�����Ñ���Խ��Խ�V������Ⱦ�C���Ʒ���Ҫ��߂��Ԅ�ӛ�����Ԅ�Ӌ�����ԄӓQ���Ԅӵ��^���Ԅ�ͣ܇������Һ�ȹ��ܣ���������ˇ�^���У�Ҫ���C��ƥ�ď����;��ٶȺ㶨����ˌ�ϵ�y���Կؿ���ˮƽҪ���^�ߡ������^����y�ľ�Ⱦ�C�ֲ����pֱ��늙C���ƣ�ֻ���_�����Ƶĺ㏈������Ч����Ҳ�в��Æ�׃�l���ľ�Ⱦ�C���ž����î���늙Cֱ���Ƅӵķ�ʽ���շž��ý��|����׃�l����ֱ���Ƅ�֮�g�M���ГQ�������@Щ������������ԭ�����������^���`����r�µ�һ�N���ƽY������˿���Ч�����M�����⡣�M�ڵĸߙn��Ⱦ�C���еIJ����ŷ����ƣ��е����Ãr���F�Ĺ�����׃�l���팍�F��Ч���^�����룬���nj��ڇ��ȵ��Ñ���f���ɱ������ܴ�����һ�����̌������f�����ÅR���������ƌ���׃�l�����_���������ɾ�Ⱦ�C�Ĺ�ˇҪ��
����
CLM158���;�Ⱦ�C���gָ�ˣ�
���T����1800--3600mm��
�����폽��1500mm��
��܇�٣�20--150m/min��
����ߜضȣ�98�棻
�����{��������300~1000N��
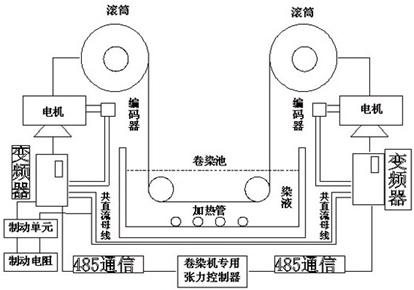
�ψD�Ǿ�Ⱦ�C������ʾ��D���@��һ�����͵����ľ�������ϵ�y��δȾɫ�IJ�ƥ����ͨ�^�ϲ�늙C���������е�һ��݁Ͳ�ϣ���݁Ͳ�Ă����S�ϰ��b��Ӌ���õĽӽ��_�P���˕r����ϵ�yӋ���������ĵ��Σ��Ͼ��ꮅ�������˹��ķ�ʽ�Ѳ�ƥ��һ�^��������һ��݁Ͳ���棬�������o�ܼ��������_ʼ�������˕r�ɂ�݁Ͳ����ͬһ�������\�D�����Ƶ�Ҫ���DZ��ֲ�ƥ�ϵď����㶨�����ֲ�ƥ��ȾҺ���^�ĕr�gһ�£�Ҳ���Ǿ��ٶȺ㶨���@�ǂ��]�о��ٶȷ�������ϵ�y�������ٶ��������ڵ��S��݁Ͳ�İ돽��׃����׃������ˣ�����ϵ�y��Ҫ�m���@�N���ص�Ҫ��
�R��MD330׃�l�����Ⱦ�C�ĸ����ܿ����ṩ���������ƽ�_���ڽ��K�^��������C�S���Լ���K�Ñ�̎�Č��Hʹ����r����������MD330���Ƶľ�Ⱦ�C������˿������ܺͳɱ�֮�g��Ҫ��ԓ�ИI�ĮaƷ�����Q���ṩ�˃���Ľ�Q����������Y������ƽ���z�I���������켰�ϳɽz�ȿ����CLM158 ���ͺ㏈����Ⱦ�C�Ĺ��̌����f���R��MD330������ʸ������׃�l����ԓ�ИI�đ��á�
����
�����������Ï������ƌ���׃�l���ľ�Ⱦ�C늚�ϵ�y
��Ⱦ�C�Ŀ��ƿ��Է֞�ضȿ��ƺ͂��ӿ��ƃɲ��֣��������c���������Pϵ�������Լ����ٶȿ��Ƶ��Ӳ��ֿ��ơ�
����
����ԓ��Ⱦ�C�Ŀ���ϵ�y�����T������������������|���������˙C���棬������Ҫ��ɵ��Ǐ��������ٶȵ��O�������ĺ�ȵĜy���Լ����P߉�����Ŀ��ơ�׃�l����PLC֮�g����485ͨӍ������ͨӍ��ʽ�ĺ�̎�ǿ����S�r֪��׃�l����Ҫ׃������Ϣ���p�ٽӾ���ʹ������ϵ�y�������ܾ������Ӿ�ʾ���Ҋ�D�塣�ɈD�п�Ҋ�����_��ȫһ�ӵ�׃�l�����������������]�hʸ������ģʽ�����ھ�Ⱦ�C�ڽӽ��M��r����^�L�r�g�����ںܵ͵��l���£�1~3Hz��,�����^�߾����ľ��a������������ڵ��D�ٹ��r�µĿ������ܣ�ͬ�r���]ɢ�ᣬ��Ҫ����׃�l����늙C��
�����ϲ��r�̣�PLCӛ���ԓ������݁Ͳ����Ŀ�Ȧ����Ȼ���ɲ������y��ԓ������ֱ�������@��ֵݔ�뵽HMI��PLC����ֱ���Ϳ�Ȧ�������Ծ��_Ӌ�����ΌӲ��ĺ�ȡ������@�N�����@�ò����`���С������ͨ�^485ͨӍ���͵�MD330��������׃�l����������Ƶ������������ͬ�rᘌ�ÿ�N���Ⱦɫ����Ҫ�ď����Լ�Ⱦɫ�ٶȣ�Ҳ��HMI�����O���ã�Ȼ ��ͨ�^PLC���f�o׃�l����
����MD330�Ĺ���ʮ�֏����˾��г�Ҏ�đT���a�����폽Ӌ�㣬Ħ�����a�����F��Ӌ��ȏ������ƹ���֮�⣬߀��һ�����˾��|��ӡ�����ИI�վ����Ƶ��ԄӓQ�P�OӋ�Ĺ��ܣ��A�ӡ�ԓ���ܵ������Ǹ������ٶȺ;폽���Pϵ���Ԅ�Ӌ�����ƥ��Ľ��ٶȡ������@�����ܣ��҂����ȿ��Ԍ��F��Ⱦ�C����Ҫ���еĺ㶨���ٶȿ��ơ���ԭ���ǣ������O���ľ��ٶ��Լ���ƥ�ij�ʼֱ������ƥ�ĺ�ȣ��҂����Եõ�һ��ƥ���늙C���D�ٶȣ���ֱ��׃���ĕr��݁Ͳÿ���DһȦ��׃�l�����ԄӜpȥһ�Ӳ��ĺ�ȣ��Ķ��õ�һ���µ�ֱ����ͨ�^�@���µ�ֱ����׃�l�����܉�Ӌ�������Ҫƥ��ľ��ٶȣ�����ܶ���ʼ�����Դ_����ƥ���ٶȵĺ㶨��
�����㏈���Ŀ��ƣ��t������ʸ������׃�l�����D�ؿ��ƹ��ܣ����r�ĸ����������O��ֵ���F�ȣ��a�����Լ����Sֱ��Ӌ�������Ҫ���D�أ��Ķ��_���g�ӵĿ��Ǝ��ď�����Ŀ�ġ��@�N���Ʒ�ʽ�m���^���ٶ��µĴ������ƣ�����Ⱦ�C�����^����͵�ԓ�ϵ�y����ԓϵ�y�У�׃�l������PLCͨ�^485�����^���ď����O��ֵ��Ȼ�����������f�w�\��õ�ֱ���������O��ֵ���ϰ돽���ϙCеϵ�y�Ă��ӱȾ���늙C����Ҫݔ�����D�ء�
������ԓϵ�y�У����O�҂��ѷž��Ķ����ٶ�ģʽ����ʼ�K�������A��ģʽ�£�����݁Ͳֱ����׃��Ӌ�����Ҫ��늙C�D�ف����C��ƥ�ľ��ٶȺ㶨���վ��Ątʼ�K�������D�ؿ���ģʽ�¡���һ�������ҪȾ���^�ĕr��ֻ��Ҫ�ГQһ���_׃�l������/�ž�����ģʽ���A�Ӽ��ɡ����@������һ�M߉���෴����̖������һ���^������ɫ@�á�
�����ɾ�Ⱦ�C�Ĺ���ԭ����Ҋ���ž���늙Cʼ�K̎�ڰl�ģʽ��ͨ�����������Dz����Ƅӆ�Ԫ���Ƅ���裬���ƄӮa���������ԟ�������ʽ���ĵ������ھ�Ⱦ�C�@���L�����¹����ڰl�ģʽ�µ��O����f���@�N��ʽ��ܵ����M�Ǵ����ġ��R��׃�l�����Է���֧�ֹ���ֱ��ĸ�����҂��ڌ��`�Ќ����_׃�l����P Nĸ��ֱ�Ӳ����@�����������ƄӮa��������ͨ�^����ĸ���ֻص��τӵ�늙C�����˿��]�ڿ��ٜp�ٵĕr���п��܃��_늙C��̎�ڰl늠�B�������е�һ�_׃�l���������f����һ���Ƅ���裬�@���Ƅ�����Ĺ����Ƕ̕r�ģ��ܺĺ�С�����Ǿ�Ⱦ�C���ƹ��·��ܴ��һ���Ƅ������F�ڿ�����ȫȡ���ˣ��ȹ�ʡ���ܺģ��ֱ����˺ܴ��һ����Դ���Ķ�ϵ�y�Ŀɿ���Ҳ�õ�����ߡ�
����
���������Y���Z
��ϵ�y�ڃ�������ֵ֮���O��ԇ�C�r�ٶ�150��/min�dz���������ȫ��Q��ԭ������ֱ��늙C�������Ʋ����B�m�������Ć��}�����˷�����������һ��ϵ�y��Ⱦ�ײ����^��݁���氲�b�ˏ������������O�y��ƥ�ď������Ă������z�y���Ĕ������Կ������@��ϵ�y�ď������Ƶķdz��ķ��������B�ĕr�ӿ�������С��5%�����ټӜp�ٶȵĄӑB�^�̲���С��15%���Ă�����Ҳ���Կ����F��ϵ���ڿ����е����ã����@Щ���ܣ����ܶ���ԭ��ֱ��늙C�]�������ġ����ù���ĸ����ʽ���O��Ч�ʞ�90-95%������ʞ�40%���ҡ����ұ�ϵ�y늚��������ú�����߉����������˿���Ҫ��ͳɱ�֮�g��Ҫ�Ĵ_�ǂ��ԃr�ȃ����ķ���������ԓ���Ʒ����ľ�Ⱦ�C�F���ѽ��ѽ��ڸ�������������ꎵȵ��������á�
����
�����īI
1��MDϵ��ģ�K��׃�l��MD330�Ñ��փԡ�2004������ �����ЅR�����g����˾
2��늚�׃�l�{���OӋ���g���Ž�� 2001�걱�� �Ї���������� |
|
|
