�ŷ�ϵ�y�ڼ������a���ϵđ��� һ���ИI��������ˇҪ��:
�������|���b�����гɱ��͡����ͷ��㡢���ӡ�ӡˢ�������Gɫ�h�������c��һֱ��ˮ�ࡢ�Zʳ�ӹ������b��Ьñ���ИI�����V���đ��ã��S�����ҡ���������ߵij��_��������ʳƷ���b�ИIȡ�����ϴ��ѳɱ�Ȼ���@�o�����ṩ�ˏV韵��Ј����g�������˴����ļ������a��I���ڽ���ļ����C���a��IҲӭ���˵ڶ������졣�ŷ��������ԏV�����á�
����
�������������a��ˇ�Q���˙Cе��횾����B�m�ԡ������Լ��߾��ȣ�����ӡˢ����еȼ����C��߀Ҫ������Ԅ�ɫ�˲��й��ܡ�һ�����aҪ���������ٶȞ�100��/��犣������`����^1���ס��܉��Ԅ��S�������ٶȰ��O���IJ����L��Ӌ�㲢���_���С��@�ͽo늚��������˸��ߵ�Ҫ��
����
�����ŷ��������е��\�ӿ������c�ŷ������Y�Ϟ�һ�w;�ɿ��Ɵoˢ�ŷ���Б��ŷ�;�Ⱥ�32λ̎������125us�ӑB����Ӌ���·;�ɽ���400Kpps�ĸ��ٜy�L�}�_��̖;���Jӡˢ�c�Ԅ����������L�ȵ����c��ȫ�M�������a��ˇ��Ҫ��
����
���������������ϵ�y���ɣ�
����������ˇҪ���҂��OӋ��������������݆�ϼ��b���a���������o�ŷ����������Ԍ��r�O�y�����ٶȲ�Ӌ��;���˙C������ŷ�ֱ��ͨӍ�������aӆ�εĹ��������H���r�ıO�y;�ھ�݆��λ���b��늂��������Խo�ŷ����������̖;�ڲ������ϴ�ֱλ���b�z�y�b�����ԙz�yɫ���c���������ŷ�������
��������ϵ�y�������D��
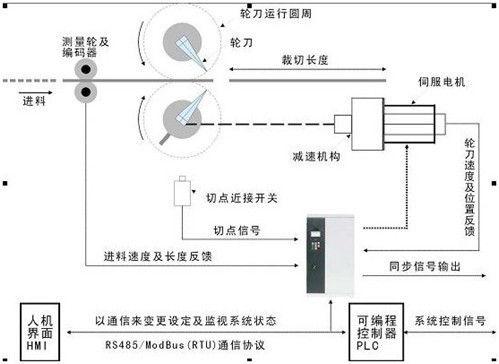
�� ���Ϙ��܈D�阋�ܣ������C���Æε����z݁���У�݆��������X��������Ҫ��߀�мӟᵶ��
����
��������ϵ�y�Ӿ��������O�ã�
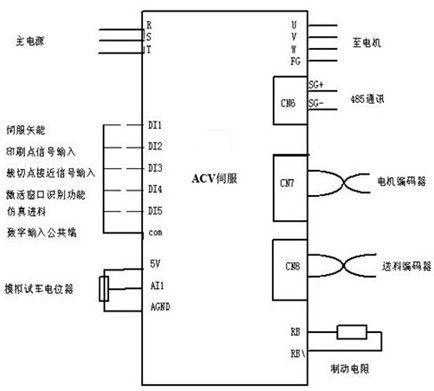
�� 1������ݔ��˿څ����O�ã�
�����˿����Q ����̖ ����̖ �����f��
����DI1 F141 100 ʸ�ܲ��\�D
����DI2 F142 189 ɫ���cݔ�� ֻ��ݔ��˶˿�
����DI3 F143 203 �����c��̖ݔ�� ֻ��ݔ��˶˿�
����DI4 F144 154 ������R�e����
����DI5 F145 155 ���S�����M��
2���M�ϡ����ٶȡ����a����݆�_�����Ⅲ���O����
��������̖ ����̖ �����f��
����F130 0 ݔ��4�����}�_
����F480 1 �x��λ�ÿ���ģʽ
����F481 1 �x��ۙ����ģʽ
����F499 9 �Ԅ�݆�й���
����F550 120 ��߾��ٶ�
����F527/F526 ���HӋ���O������݆ÿ�Dһ�������}�_��
����F533/F532 ���HӋ���O�� ݆�����L
����F531/F530 ���HӋ���O����݆ÿ�D�}�_��
����F553/552 ���HӋ���O��ӡˢ�c�������c���x
����F535/534 ���H�O�����H����L��
����
����2.2 ��݆ÿ�D�}�_��Ӌ�㣺
������݆늙C���a��4���l��p�ٱȡ����磺2500�����a�� 1��4�p�ٱȄt�˅�����40000
����
����2.3 ���υ����O�������λ��Ч��
����2.4�P���ŷ��ԌW���Ȼ�������Ո���ա�ʹ���փԡ����@��ֻ��B�c݆�����P�����O����
����
�����ġ����_�{ԇ���{ԇҪ�c��
���������O���ꮅ���ٴδ_�J�����_�Jݔ�녢�����_�o�`�ҟoϵ�y��ȫ]���_ʼ�{ԇ��
����
������F480��F481=0����r�����ٶ�ģʽ�\���ŷ�늙C���_�J늙C�D���Ƿ��c݆���D��һ�£����෴���ɸ�׃ݔ���}�_�ķ���ʹ֮�{��һ��Ҫͨ�^��׃�ŷ�늙C���a��U��V��W����팍�F����t�Ԅ�ۙ���ܲ����á����w�������£� U+ ��U-���{ V+ ��W-���{ W+�� V-���{�����ŷ�����ݔ������V��W���{��
����
����1����F039�O��1.1�������ŷ�ϵ�y���ք�늙C�S�_�J�˕r̎�ڶ�λ��B�����в��������Ŝu�������m���{�������·�ı�������F470���e������F471.����Cе�в��������ӻ����{���ٶȻ�·�ı�������F476(һ���O��200)���ٶȻ�·�ı�������F473���e�����档�ڴ�ϵ�y��F473��ֵ����2000���ң��Ա��C�ٶȭh�Ŀ���푑���
����2������ģ�M�M�Ϲ��ܣ���ģ�M�M���λ������AI3��5V AGND�ϣ���F040�O��25.xx
����3���������D�λ����ϵ�yģ�M�M���ٶȣ��˕rϵ�y�_ʼ�cģ�M�����ٶ�ͬ���\�Dֱ�����µ�һ�����_ʼ�����\�С��������L���O��ɱ���݆�����L���@�r�е�һ�����ڳ���;λ����һ��ͣ�D���{���λ��������D�٣��^��݆��ͣ�D�r�Ƿ�ƽ���o���ӡ�
����
����4���B�m�\�Dϵ�y���^��݆����늙C���a��ÿ�D�}�_��F468��ֵ�Ƿ���׃���������f�����a���ܵ��ɔ_���ҳ��ɔ_Դ����Q֮��
����5���ϼ����H����10�Σ����ȼ����L���Ƿ�ʴ_������L��һ�µ��L���O���L�ȣ�Ӌ������pF527/526��ֵ��
����6��ȡ��ģ�M���ϣ����H���в��^�쌍�y���Ͼ��a��F139��ֵ�����д������f�������}�_�ܵ��ɔ_���ҳ��ɔ_Դ����Q֮��
����
7�������ŷ��ṩ�Č��H���бOҕ����F713/F712�^�쌍�H�����L��;�^�yF889��ֵ�Oҕ���H�����`��{ԇҪ�c��
����1)�_���ŷ��������ŷ�늙C��PG���B���ɿ������������ء�
����2)�_�������c��̖�������������ٶșz�y���a����ӡˢ�c�z�y�������|�����������ɔ_�����ã���tӰ푲��о��ȣ�����ϵ�y�o������������
����3)���_�O��ӡˢ�c�������c���xF553/552��ͬ���^�Ƕ�F528�����y�پ��a���}��ȡ�ӕr�gF138��ֵ������߾��ȡ�
����4)����ٲ��Еr���F�^��������F033=2�����b���ݲ���늚�BurbundƷ���Ƅ��������b�ܺĻ����b�á�
�塢���ýY�����͑�����
�c��Ҽ����C���a��I�ĺ������������ó��YՓ���ŷ��ڼ����C����ȫ���Գɹ����ò��������H�����ٶ�120m/��犣����о���0.1mm�ԃȡ��ŷ��������еĽ����m�á��{ԇ���η�������c���M���˿͑��Ĺ�ˇҪ����ͬһϵ�y��ͬ���M�ڮaƷ��͑����s��30%�ijɱ��Ҽ����ٶȡ����о�����ͬ���ܵ��͑���һ�º��u���������L�ڷ����ĺ����Pϵ�����������õ�����ͽ���Ч�档 |
